- Mil ve boru pah açılarına, ölçülerine, kanal dibi ve köşe radyuslarına dikkat edilmelidir.
- Silindir mil seçiminde yüzeyi 2.5 mm derinliğe kadar indüksiyon sertleştirilmiş, en az 45 HRC sertlikte, noktada 25-40 µm krom kaplı ürünler tercih edilmelidir. Sertlik değerinin; kullanılacak sızdırmazlık elemanının malzemesine, basınç değerlerine, çalışma koşullarına bağlı olarak 50-60 HRC arası yapılması gerekebilir.
- Boğaz takozu ile boru, mil ile piston başı arasında merkezleme yapılmalıdır. Silindir çaplarına bağlı olarak, H7/f7 veya H8/ f7 toleranslarında merkezleme yapılmalıdır. Diş ile birbirine sabitlenen parçalarda merkezlemeye mutlaka dikkat edilmelidir.
- Yağ giriş çıkış portlarına dikkat edilmeli; kavitasyon, türbülanslı akış oluşturmayacak tasarımlar uygulanmalıdır.
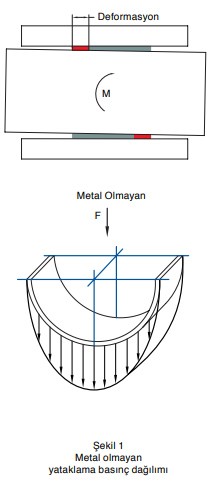
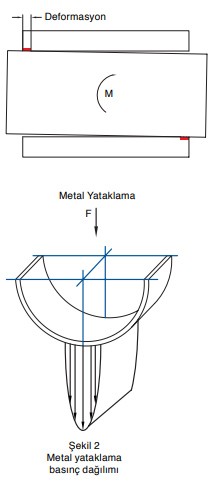
- Metal yataklamalar kullanılacak ise mutlaka spiral yağ kanalları açılmalıdır. Hidrodinamik basınç oluşumu önlenmelidir. Yataklama seçimlerinde silindire gelen yükler göz önünde bulundurulmalıdır.
- Statik sızdırmazlık yuvalarının dikdörtgen kesitli olmasına özen gösterilmelidir.
- Açık kanallarda kullanılan sızdırmazlık elemanı tasarımlarında piston başı ve boğaz takozunda çözülmezlik önlemleri mutlaka alınmalıdır. Setskur ve kimyasal çözülmezlik önlemleri yaygın olarak sistemlerde kullanılmaktadır.
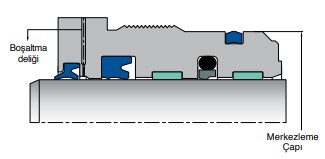
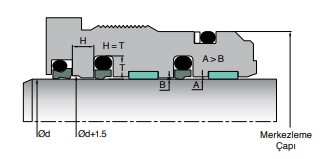
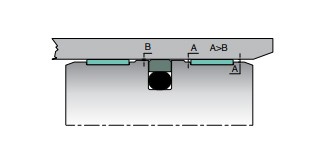
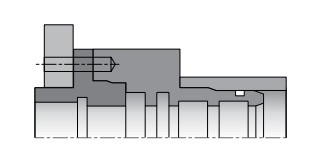
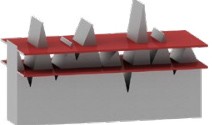
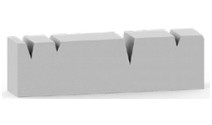
- Nutring dudaklı toz keçesi kullanıldığı durumlarda ana sızdırmazlık elemanının arkasında bir yağ havuzu oluşturulması tavsiye edilir. Ana sızdırmazlık elemanı boşaltma özelliğine sahip değil ise boşaltma deliği açılmalıdır. Yataklama elemanı duvarları ile ana sızdırmazlık elemanı arkasındaki S akma boşluğunun farklı ölçülerde (A-B) imal edilmesi tavsiye edilir. Piston başı veya boğaz takozunun düz olarak işlenmeden kademeli yapılması yağ geçişlerinin rahat olmasına ve sistemin verimli çalışmasına yardımcı olur.
- Tandem sızdırmazlık elemanları tasarımlarında 1. ve 2. sızdırmazlık elemanları arasına yataklama koyularak yağın geniş bir alanda toplanması ve sistem yataklama etkinliğinin artırılması amaçlanır.
- Ürünler eğer deforme edilemeyecek yapılara sahip ise packing grubu ürünler, et kalınlığı çap oranı Tablo 3.2'de verilen değerlerden yüksek olan ürünler, PTFE + yay ürünler vb. açık kanala montaj yapılmalıdır. Parçalı olarak yapılan kanal tasarımlarında parçalar arası merkezlemeye dikkat edilmeli ve ürün yuvalarında boşluk kalmayan tasarımlar yapılmalıdır. Aynı zamanda basınç altında açık kanalı oluşturan parçaların sabit kalmasına ve yuva ölçüsünün büyümesine, parçaların teması kaybetmemesine dikkat edilmelidir; gerekli çözülmezlik önlemleri alınmalıdır.
Hidrolik Silindir Tasarımında Dikkat Edilecek Noktalar
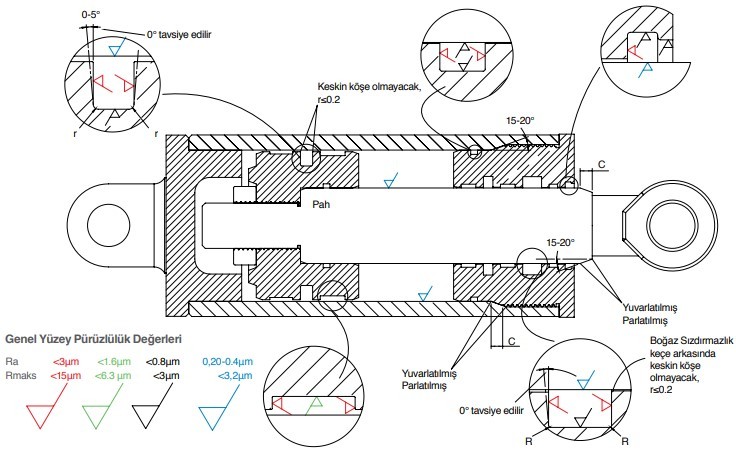
Not: Yukarıdaki resimde bulunan değerler genel değerlerdir. Sızdırmazlık elemanları malzemesi ve medya türüne göre değerler değişebilir.
Hidrolik Silindirde Tavsiye Edilen Pah Ölçüleri
| Et kalınlığı ≤ | Cmin | Et kalınlığı ≤ | Cmin |
| 2 | 2.5 | 14 | 19 |
| 3 | 3.5 | 15 | 9.5 |
| 4 | 4.5 | 16 | 10 |
| 5 | 5.5 | 17 | 11 |
| 6 | 5.5 | 18 | 11.5 |
| 7 | 5.5 | 19 | 12 |
| 8 | 6 | 20 | 12.5 |
| 9 | 6 | 21 | 13 |
| 10 | 6.5 | 22 | 14 |
| 11 | 7.5 | 23 | 14.5 |
| 12 | 8 | 24 | 15 |
| 13 | 8.5 | 25 | 15.5 |
Sızdırmazlık elemanlarında yüzey pürüzlülük değerleri çalışma performansını büyük ölçüde etkiler.
Bu nedenle montaj öncesinde boru, mil yüzeyi ve kanal içlerindeki yüzey pürüzlülük değerlerinin katalogda verilen değerlerde olması önemlidir ve kontrol edilmesi tavsiye edilir.
Yanda yer alan Tablo 3.3'te verilen C değerleri, montaj esnasında keçelerin zarar görmeden montajlanması için verilmiş uygun pah değerleridir. Pahlarda keskin köşe ve çapak bulunmamalıdır. Belirtilmeyen tüm iç ve dış köşe radyusları r≤0.2 olarak yapılmalıdır.
Pah Açısı: 15-20° aralığında olmalıdır. Tandem kullanımlarında büyük et kalınlığına sahip keçeye göre "C" değeri seçimi yapılmalıdır.
Yüzey Pürüzlülüğü Değerleri
Sızdırmazlık elemanlarının çalışacağı karşıt yüzeyin pürüzlülük değerleri sızdırmazlık elemanlarının performansını veya ömrünü direkt olarak etkilemektedir. Çalışma yüzeyleri honlanmış, ezilmiş, taşlanmış veya parlatılmış olmalıdır. (Tablo 3.4) Ayrıca çalışma yüzeyinde kaplama uygulanabilmektedir (krom kaplama, seramik kaplama vb.). Yüzey pürüzlülük değerleri sızdırmazlık elemanının cinsine göre Tablo 3.5’te verilen değer aralığında olmalıdır.
Sızdırmazlık elemanlarının karşıt yüzey pürüzlülüğüne uyumu, kullanılan malzeme tipine göre değişmektedir. Elastomer malzemeler çalışma yüzeyindeki değişimlere çok iyi derecede, termoplastik malzemeler iyi derecede uyum sağlarken, PTFE malzemeler ise yüzey değişkenliklerine rahatlıkla uyum sağlayamamaktadır.
Tavsiye edilen yüzey pürüzlülük değerleri sistemde kullanılacak mil malzemesine, akışkan tipine (sıvı, gaz), viskozite değerlerine, yüzey kaplama malzemesine göre değişiklik gösterebilir.
Farklı akışkan kullanılması gereken uygulamalarda satış departmanımız ile iletişime geçilmelidir.
Yüzeylerde kaplama ve parlatma işlemleri yapılmadan önce millerde sertleştirme yapılması çok önemlidir. Dolgulu PTFE tiplerinde dolgu türüne göre özellikle döner uygulamalarda farklı yüzey sertlikleri ihtiyacı doğmaktadır.

| Sızdırmazlık Elemanı Genel Çalışma Yüzey Pürüzlülüğü Değerleri «µm» |
||
| Mil ve Boru Yüzeyi | ||
| Parametre | PTFE | Elastomer-Termoplastik |
| Ra | 0.05-0.2 | 0.1-0.4 |
| Rz | 0.40-1.60 | 0.6-2.50 |
| Rmaks | 0.60-2.50 | 1.0-4.00 |
| Rmr (Cref=%5 - Rz/4) | %60-%90 | %50-%70 (termoplastik) %55-%80 (elastomer ) |
Malzeme tipine göre
yüzey pürüzlülüğü uyumu
NBR
PU
PTFE
| Akışkan Tipine Göre Yüzey Pürüzlüğü Değerleri | ||||
| Ra Değerleri | ||||
| Uygulama | Termoplastik ve Elastomer Keçeler |
PTFE Keçeler | ||
| Dinamik Yüzeyler |
Statik Yüzeyler |
Dinamik Yüzeyler |
Statik Yüzeyler |
|
| Soğutucular (Cryogenic) | - | - | 0.1 µm (maks) |
0.2 µm (maks) |
| Helyum Gazı, Hidrojen Gazı, Freon (Klima gazı R22-R404) |
0.1-0.25 µm | 0.3 µm (maks) |
0.15 µm (maks) |
0.3 µm (maks) |
| Hava, Nitrojen Gazı, Argon, Doğal Gaz Yakıtlar (Uçak ve otomotiv) |
0.1-0.3 µm | 0.4 µm (maks) |
0.2 µm (maks) |
0.4µm (maks) |
| Hava, Nitrojen Gazı, Argon, Doğal Gaz Yakıtlar (Uçak ve otomotiv) |
0.1-0.4 µm | 0.8 µm (maks) |
0.3 µm (maks) |
0.8 µm (maks) |
| Rz Değerleri | ||||
| Uygulama | Termoplastik ve Elastomer Keçeler | PTFE Keçeler | ||
| Dinamik Yüzeyler |
Statik Yüzeyler | Dinamik Yüzeyler |
Statik Yüzeyler |
|
| Bütün Akışkanlar |
Rz ≤ 8 x Ra 1.6 µm (maks) |
Rz ≤ 6 x Ra | Rz ≤ 8 x Ra 1.6 µm (maks) |
Rz ≤ 6 x Ra |
| Not: Rz değerlerinin önerilen maksimum değerlerden yüksek olması keçe aşınmasını artıracaktır. |
||||
| Rz Değerleri | ||||
| Uygulama | Termoplastik ve Elastomer Keçeler |
PTFE Keçeler | ||
| Dinamik Yüzeyler |
Statik Yüzeyler |
Dinamik Yüzeyler |
Statik Yüzeyler |
|
| Bütün Akışlar | %50---%70 (termoplastik) |
---- | %60-%90 | ---- |
| %55---%80 (elastomer) |
||||
| Rmr değeri Rz/4 ve Cref=%5 noktalarına göre bakılmalıdır. | ||||
Yüzey Pürüzlülüğü Değerleri
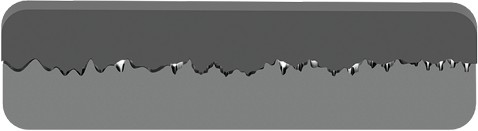
Ra – Yüzey pürüzlülüğü, ölçüm değerlendirme proflindeki ölçüm noktalarının x merkez çizgiye olan uzaklıklarının mutlak aritmetik ortalamasıdır.

Ra parametresinin hesabı
Ra parametresi profillerin tepe noktası veya derinlik yapısına göre farklılık göstermemektedir
Ra veya başka bir parametre yüzeyin uygunluğunu belirlemede tek başına yeterli olmamaktadır. Yüzey pürüzlülük parametreleri bir bütün olarak değerlendirilmeli, katalog değerlerine uygun olmalıdır.
Ra=2.4 µm

Ra=2.5 µm
Ra=2.4 µm

Farklı Profillerdeki Ra değerleri
Rz - Ortalama Yüzey Pürüzlülüğü Değeri:Ölçüm aralığındaki 5 Rz değerinin aritmetik ortalamasıdır.
Rmaks - Maksimum Yüzey Pürüzlülüğü Derinliği: Ölçüm aralığındaki 5 Rz değerinin en büyüğüdür.
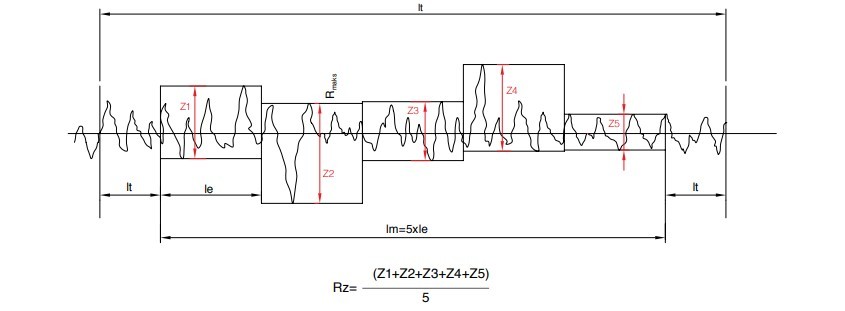
Rz yüzey pürüzlülüğü hesabı ve Rmaks değeri
Yüzey Pürüzlülüğü Değerleri
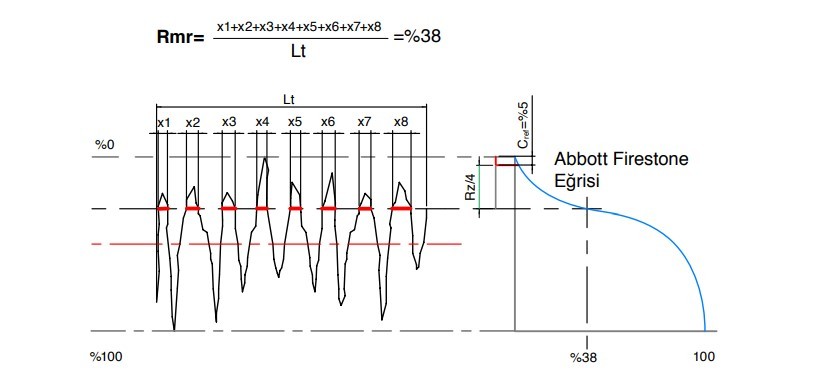
Rmr – Profldeki Malzeme Yüzdesi: Rmr bir profil yüzey ölçüm kesitinde verilen derinlikteki malzeme temas yüzdesidir. Yüzey temas alanı yüzdesi Rmr; belli bir yüzey uzunluğundaki yüzey pürüzlülüklerinin C derinliğinde kesildiğinde temas sağlayan yüzeylerin, temas sağlamayan yüzeye olan oranıdır. Kastaş Rmr hesabında referans çizgiyi Cref=%5 almakta ve Rz/4 kesitinde malzeme temas yüzdesini hesaplamaktadır.
Ra ve Rz parametreleri tek başlarına sızdırmazlık elemanının çalışacağı yüzey hakkında yeterli bilgi vermemektedir. Bu parametreler Rmr değeri ile birlikte değerlendirildiklerinde çalışma yüzeyinin uygunluğu tespit edilebilir.
Uygun Ra, Rz, Rmr değerlerinin elde edilebilmesi için millerde taşlama, borularda honlama veya özel işlemlere dikkat edilmeli, katalog verilerine uygun değerlerde imal edilmelidir.
Aksi takdirde; Rmr değerinin %0'a yaklaştığı durumlarda yüzeylerin tepe değerinin yüksek olduğu ve aşındırıcı etkiye neden olacağı öngörülmektedir.
Rmr değerinin %100 değerine yaklaştığı durumlarda ise yüzeyde ayna etkisi meydana gelebilir. Uygun yağ filmi oluşmaması nedeniyle sıcaklık değerleri yükselebilir. Sızdırmazlık elemanları yüksek sıcaklık ile deforme olabilir ve düşük basınçlı sistemlerde ayna etkisi ile yağ sızıntıları gözlemlenebilir.

Farklı yüzey ölçüm kesit derinliklerinde malzeme yüzdesi değişmektedir.
Rmr yüzey pürüzlülüğü hesabı
Akma Boşluğu
Sızdırmazlık elemanları malzeme ve tasarımlarına göre belirli basınçlarda ve belirli boşluklarda güvenli çalışabilme özelliğine sahiptir.
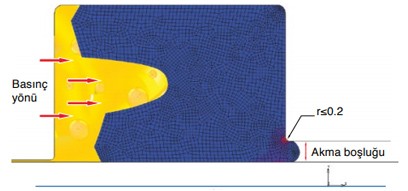
Akma boşluğu değeri, sızdırmazlık elemanının yuvası ile çalışma yüzeyi (boru veya mil) arasında kalan boşluk olarak ifade edilir. Basınç yönünde sızdırmazlık elemanı arkasında oluşan yüksek gerilim, basınç etkisiyle akışkan gibi davranmaya yaklaşan malzemenin akmasına neden olabilir.
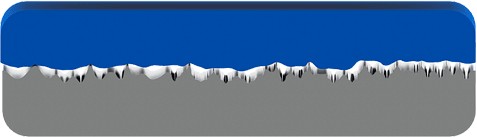
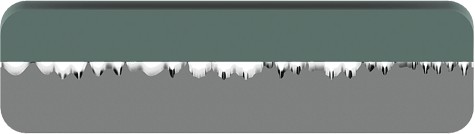
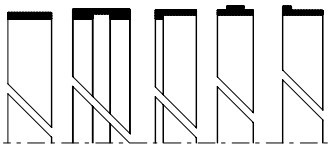
Yan tarafta yer alan aynı ürünün aynı basınç değerinde arkasındaki akma boşluğu değerlerinin büyütülmesi sonucunda oluşan akma miktarları gösterilmektedir.
Akma mukavemeti sıcaklığa bağlı olarak değişkenlik göstermektedir. Sıcaklık arttıkça sızdırmazlık elemanı malzemelerinde mekanik özellikler zayıflamakta ve akma kolaylaşmaktadır. Özellikle sıcaklık değeri 60 °C'yi geçen sistemlerde, akma boşluğunun çap değerleri (metal metale temas riski olmayacak şekilde hesaplanarak) sistem koşullarına göre azaltılıp artırılabilir.
Sistemlerde en çok görülen hatalardan biri akma boşluğunun yanlış tasarlanması veya sistemde eksenel kaçıklığa bağlı olarak akma değerinin artmasıyla sızdırmazlık elemanı arkasında görülen uzama deformasyonudur. Tasarımda öngörülen akma boşluğu aşağıdaki durumlarda artabilir. Maksimum akma boşluğu, bu durumlar göz önünde bulundurularak hesaplanmalıdır.
Smaks Değerini Etkileyen Faktörler
- Silindir ağırlığına bağlı olarak eksenel kaçıklık durumu
- Dış yükler etkisi ve silindir montaj tipine ve çalışmasına bağlı (açılı çalışma, yatay çalışma, ortadan bağlantı, arkadan bağlantı) milde eğilme, yatma oluşumu
- Yataklama elemanlarının et kalınlığı toleransları ve ezilmesine bağlı oluşan boşluklar
- Silindir parçalarının imalat toleranslarına bağlı oluşan boşluklar
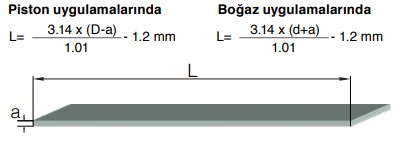
- Kanal imalatında dikkat edilmesi gereken en önemli yerlerden birisi sızdırmazlık elemanı arkasındaki radyustur. Çift etkili sızdırmazlık elemanlarında iki köşede R≤0.2 mm olmalıdır. R değerinin 0.2 mm'den büyük olması durumunda akma eğilimi artacaktır.
150 bar basınç altında sızdırmazlık elemanı SEA görselleri
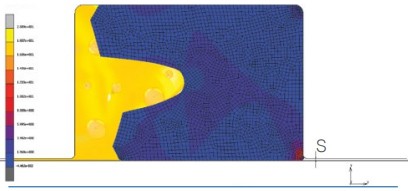
S=0.1 mm
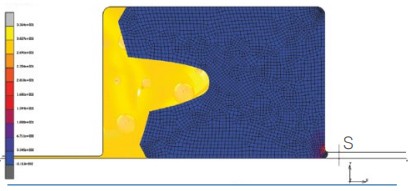
S=0.3 mm

S=0.5 mm
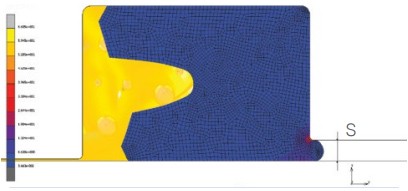
S=1 mm
Piston ve Boğaz Akma Boşluğu Değerleri Hesaplama
Silindirlerde akma boşluğu hesaplanırken yataklama kanalları ve toleransları, yataklama et kalınlığı toleransları göz önünde bulundurularak aşağıdaki şekilde Smaks ve Smin değerleri hesaplanabilir. Smaks değeri ürünün akmasını etkilerken, Smin değeri
metal metale temas riskini göstermektedir. Smin değerinin 0.15 mm altına düşmesi durumunda satış departmanımız ile iletişime geçilmesi tavsiye edilir.
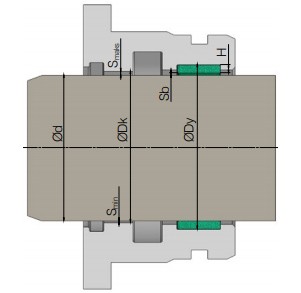
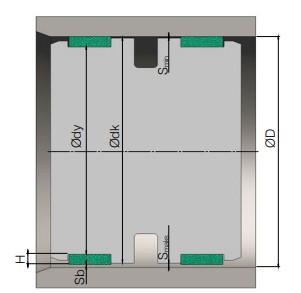
Boğaz akma boşluğu gösterimi
Boğaz akma boşluğu değerleri
| Smaks | Maksimum akma boşluğu |
| Smin | Minimum akma boşluğu |
| Sb | Yataklama boşluğu |
| Ød | Mil çapı |
| ØDy | Yataklama taban çapı |
| ØDk | Sızdırmazlık elemanı akma boşluğu çapı |
| H | Yataklama et kalınlığı |
| Smaks | [(Dkmaks-Ødmin)/2]+[Sbmaks/2] |
| Smin | [ØDk-(ØDymaks-(2*Hmin))]/2 |
| Sbmaks | [ØDymaks-(2*Hmin)]-Ødmin |
Piston akma boşluğu gösterimi
Piston akma boşluğu değerleri
| Smaks | Maksimum akma boşluğu |
| Smin | Minimum akma boşluğu |
| Sb | Yataklama boşluğu |
| Ød | Boru çapı |
| ØDy | Yataklama taban çapı |
| ØDk | Sızdırmazlık elemanı akma boşluğu çapı |
| H | Yataklama et kalınlığı |
| Smaks | [(ØDmaks-Ødkmin)/2]+[Sbmaks/2] |
| Smin | [(Ødymin+(2*Hmin))] - (Ødkmaks/2) |
| Sbmaks | ØDmaks-[Ødymin+(2*Hmin)] |
Yataklama Elemanları
Silindirlerde yataklamalar sızdırmazlık görevi yapmamalarına rağmen, sızdırmazlık performansına direkt etkisi olan elemanlardır. Yataklama elemanları silindirlerde oluşan eksene dik yüklerin karşılanması ve metal metale teması engellemek için kullanılmaktadır. Sistemlerde stroklar, çalışma pozisyonları, hız ve sıcaklık değerleri göz önünde bulundurularak seçilmelidirler.
Günümüz sistemlerinin birçoğunda metal yataklamalar yerine termoplastik, PTFE, kompozit yapıda yataklama elemanları kullanılmaktadır.
- Kolay montaj yapılabilmeleri, bakımlarda kolaylıkla değiştirilebilmeleri, düşük maliyetler
- Yüksek yük taşıma kapasiteleri
- Yüksek aşınma dayanımı ve uzun ömür
- Titreşimli sistemlerde sönümleme yapabilmeleri
- Düşük sürtünme
- Hidrodinamik basınç oluşturmamaları
- Metal yüzeylere zarar vermeden çalışmaları
Yataklama Elemanı Malzemeleri
Termoplastik Yataklama Elemanları: POM veya PA yataklamalar genelde cam elyaf katkılı veya saf olarak kullanılırlar. POM ve PA yataklamaların ekonomik olmaları çoğu zaman kullanıcıların bu ürünü tercih etme sebebidir. POM ve PA yataklamalar kullanılırken bu malzemenin diğer termoplastiklerde de olduğu gibi 60 °C ve üzeri sıcaklıklarda yüzey kontak basıncının azaldığı, yük taşıma kapasitesinin düştüğü göz önünde bulundurulmalıdır. Hafif ve orta hizmet uygulamalarında kullanıma uygundur. PTFE Yataklama Elemanları: PTFE yataklamalar, çalışma ortamında yüksek ısının olduğu, kimyasalların bulunduğu ve düşük sürtünme kuvvetlerinin istendiği sistemlerde kullanılırlar. PTFE yataklamaların özellikleri; katkı olarak kullanılan bronz, karbon ve molibden disülft oranı değiştirilerek çalışacağı sisteme daha uygun hale getirilebilirler. İyi elastikiyet özellikleri tasarımlarda seçim nedenleridir. Bazı uygulamalarda, PTFE yataklamalar yük taşıma kapasitesi daha yüksek yataklama elemanlarıyla beraber kullanılır. Bu tip uygulamalarda PTFE yataklama ortamdaki yabancı partikülleri toplar ve bu partiküllerin daha sert yataklamaya yapışıp silindire veya mile zarar vermesini engeller. Düşük kontak basınçları nedeniyle haff ve orta hizmet uygulamalarında kullanılır.
Kompozit Yataklamalar: Pamuklu, polyester, aramid vb. bezler ile reçinelerin, farklı dolgu malzemelerinin birleşiminden oluşan, yüksek yük taşıma kapasitelerine sahip, ağır hizmet uygulamalarında kullanılabilen ürünlerdir. Kompozit yataklama elemanları, elastik yapıları sayesinde çok daha iyi yataklama alanı oluşturmaktadırlar. Böylece sistemdeki radyal kuvvetlerin karşılanmasında daha başarılı olmaktadır. Yüksek elastik deformasyonlardan dolayı oluşabilecek eksen kaçıklıkları da dikkate alındığında, yük dağılımının yataklama bandında homojene yakın olması, kuru çalışmadan kaynaklanan problemlerin ortaya çıkmasını önlemektedir. Bünyesinden parça kopması reçine sayesinde engellenmiş olan yapıdadırlar. Kompozit yataklamalar PTFE katkıları ile sürtünme kuvvetlerini düşürür. Diğer yataklama elemanı malzemelerine kıyasla çalışma sıcaklığının değişkenlik gösterdiği durumlarda, ölçü stabilitesini son derece iyi korumaktadırlar. Günümüzde orta ve ağır hizmet silindirlerin kullanıldığı sektörlerde en yoğun tercih edilen yataklama elemanlarının yük taşıma kapasiteleri sıcaklık ve hızın etkisiyle değişim göstermektedir. Sıcaklık ve hız arttıkça yük taşıma kapasiteleri düşüş göstermektedir.
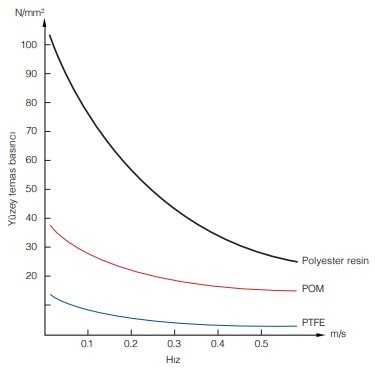
60 °C'de yataklama elemanları yüzey temas basıncı - hız grafği
Yataklama Elemanı Seçimi
Silindirlerde yataklama hesabı çok büyük bir öneme sahiptir. Tasarım aşamasında silindire gelen yükler, silindir çalışma pozisyonu ve strok gibi bilgilere göre hesaplamalar yapılarak en doğru ürünler seçilmelidir. Aksi takdirde sistem güvenli şekilde çalışamayabilir, mekanik deformasyonlar oluşabilir. Aşağıda verilen bilgiler yardımıyla yataklamayı etkileyen kuvvet hesabına göre yataklama uzunluğu hesaplanabilir.
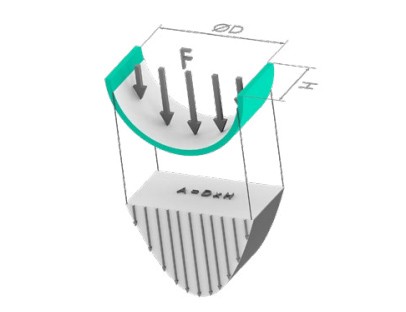
Yataklama Yük Hesabı
- A: Kuvvetin etkilediği toplam teorik alan
- ØD: Piston için boru çapı, boğaz için mil çapı
- H: Yataklama genişliği
- E: Emniyet katsayı
- Y: Yataklama yük taşıma kapasitesi (N/mm2)
- F: Yataklamaya etkiyen kuvvet
En uygun yataklama genişliği seçimi için kullanılacak formül aşağıdaki gibidir. Burada yataklamaya etki eden kuvvetin bilinmesi gereklidir.
NOT: Yataklama hesabı yapılırken sistemde oluşabilecek kuvvet değişimleri, hız ve sıcaklık değerleri göz önünde bulundurulmalıdır. Bu nedenle «E» emniyet kat sayısının en az 3 olarak alınması tavsiye edilir.
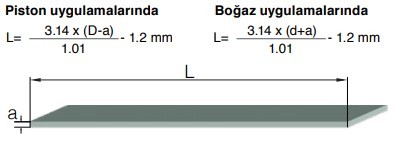
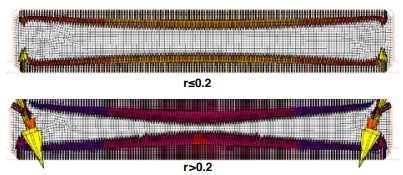
Bant Yataklamalarda Şerit Uzunluğu Hesabı
L= Bant yataklama uzunluğu (mm)
D= Boru nominal çap (mm)
d= Mil nominal çap (mm)
a= Yataklama elemanı tek tarafı et kalınlığı (mm)
Yataklama Elemanları Kanal Bilgileri
Yataklamalarda kanal işleme çap toleransları sızdırmazlık elemanlarına göre daha dar toleranslarda verilmektedir. Yataklama kanallarında yapılacak ölçü hataları "S" akma boşluğunu direkt etkileyerek sistem performansına önemli bir etkide bulunabilir. Katalogda verilen işleme toleranslarına dikkat edilerek talaşlı imalat yapılması ve ölçülerin kontrol edilmesi önemlidir.
Yataklama elemanlarında kanal köşe radyuslarının verilen r≤0.2 mm değerinin üzerinde yapılması, montaj ve çalışma esnasında problemlere neden olabilir.

Yataklama Elemanları Kanal Bilgileri
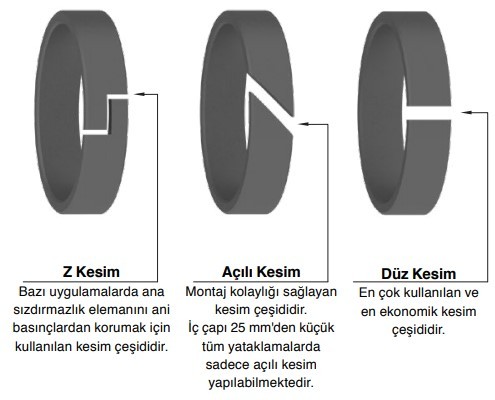
Yataklamalarda «K» aralığı olarak adlandırılan aralık büyük öneme sahiptir. Bu aralık hidrolik akışkanın ana sızdırmazlık elemanlarına ulaşmasını sağlayarak hidrodinamik basınç oluşumunu engeller. Özel istekler dışında, «K» aralığı kesim açısının 45 derece olması tavsiye edilir. Özel isteklere göre kesim açısı ve tipi değiştirilebilir.
Termoplastik ve kompozit yataklamalar için «K» aralığı değeri aşağıdaki tabloda görülebilir.
| Ø | Kompozit yataklama min K |
Kompozit yataklama maks K |
| Ø40 | 2.00 | 2.50 |
| Ø100 | 3.50 | 5.00 |
| Ø200 | 6.00 | 9.00 |
| Ø300 | 10.00 | 12.50 |
| Ø400 | 14.00 | 16.00 |
| Ø500 | 16.00 | 20.00 |
| Ø600 | 20.00 | 24.00 |
| Ø700 | 22.00 | 25.00 |
| Ø800 | 26.00 | 32.00 |
| Ø900 | 28.00 | 35.00 |
| Ø1000 | 32.00 | <38.00/td> |

| Ø | Termoplastik Yataklama «K» |
| 10-40 | 2-2.5 |
| >150 | 3-4 |
Yataklama Tipleri
Yataklamalar çeşitli tasarımlarla imal edilebilmektedir. «L», «U», «T» şeklinde veya düz olarak montaj edilecekleri kanal tiplerine, uygulamalara bağlı üretilebilmektedir. «L» ve «T» tip yataklamalar genel olarak teleskobik silindir uygulamalarında görülmektedir. Cam elyaf katkılı termoplastik malzemelerden üretim yapılabilmektedir. Cam elyaf katkısına bağlı olarak yük taşıma kapasiteleri artırılabilir.
Yakalama Profilleri
Yakalama Kesimleri